- 江苏25CrMnSiA轧材材质
- 白山家用小型电梯售价小型多少钱
- 2024年欢迎访问云南五华无砂管170200—现货供应
- 黔南SNC415合金钢产品直销
- SCr440厂家~上海焊管发货
- 2024建材中心河南平顶山新华金刚砂耐磨地坪材料——电话了解
- 2023浙江S31000中厚板、S31000热处理硬度高##鼎盛钢材
- 广东梅州低压电缆回收施工剩余电缆回收/施工剩余电缆回收
- 2024欢迎访问##河北青县TDS-13SZ/450-40.20智能式电容器##股份集团-盛丰建材网
- 无油泥片材硅油好用才是硬道理选赛矢牌台州温岭
- 鞍山弹簧钢棒1.8159硬度测试、1.8159厂家电话##富宝金属
- 江陵县340灌浆料——厂家##有限公司
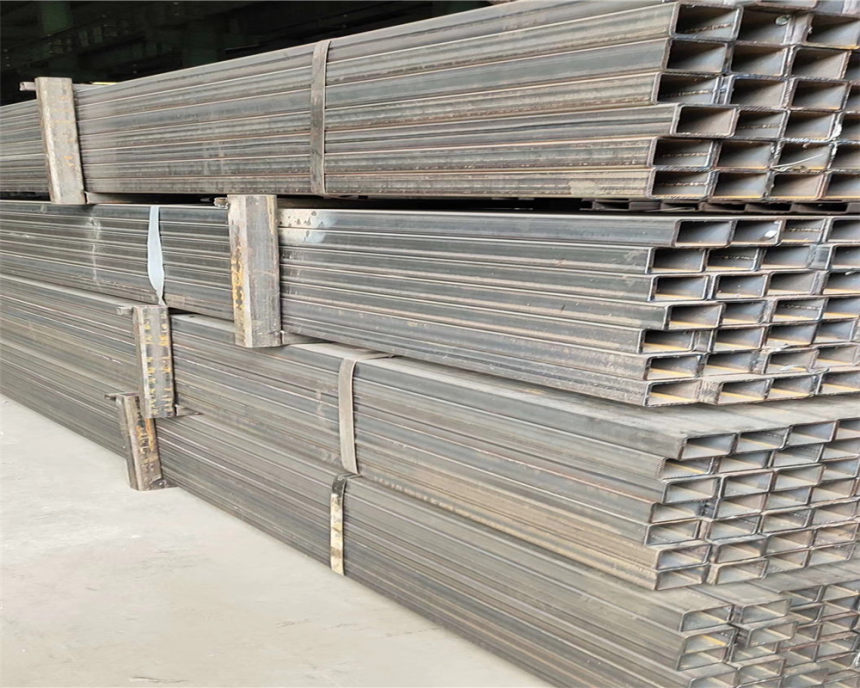
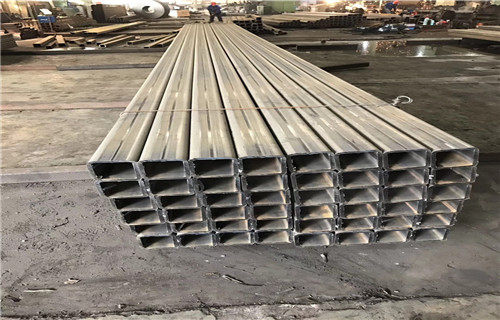
苏州100*100*4Q355B方管无锡生产哪些方管
 用劣质微孔炭砖和劣质半石墨炭砖,高炉寿命仅4年左右,炉缸侵蚀严重被迫大修。2座高炉都受到锌的严重侵蚀。锌的渗透侵蚀能力极强,它以气态渗入炭砖的气孔裂纹,直到炉底低温区 下层炭砖。高炉原料锌含量高对炭砖炉衬会造成严重侵蚀,但可以通过采取措施减轻危害或防止侵蚀。除减少入炉原料的锌负荷外,采用 微孔炭砖完全可以防止锌的侵蚀。武钢5号高炉使用16年炭砖没有被破坏,原因就是武钢5号高炉采用了质量较好的微孔炭砖,高炉冷却也比较好。
用劣质微孔炭砖和劣质半石墨炭砖,高炉寿命仅4年左右,炉缸侵蚀严重被迫大修。2座高炉都受到锌的严重侵蚀。锌的渗透侵蚀能力极强,它以气态渗入炭砖的气孔裂纹,直到炉底低温区 下层炭砖。高炉原料锌含量高对炭砖炉衬会造成严重侵蚀,但可以通过采取措施减轻危害或防止侵蚀。除减少入炉原料的锌负荷外,采用 微孔炭砖完全可以防止锌的侵蚀。武钢5号高炉使用16年炭砖没有被破坏,原因就是武钢5号高炉采用了质量较好的微孔炭砖,高炉冷却也比较好。

无锡征图钢业有限公司

热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。(1)合理选材。对精密复杂模具应选择材质好的微变形模具钢(如空淬钢),对碳化物偏析严重的模具钢应进行合理锻造并进行调质热,对较大和无法锻造模具钢可进行固溶双细化热。
锡生产哪些方管
它们都分为普通型、型和电脑数控 型。分纸宽度1.20~2.50m;分纸精度±0.2~1.5mm。所谓普通型,不论是立式的还是台式的,都只有一组薄和压线轮,链条传动,配套动力4~6kw,手动调线。电磁气动控制磨;型立式为上下两组薄、压线轮,且能360°自由翻转,线轮可液压升降,亦是手动调节,传动方式为普通铸钢齿轮传动。台式除具有普通型优点外,亦是齿轮传动,只是其送纸台,送纸档板稍加长了几十厘米,分纸的后部加装了导纸轮,避免了150m以上纸板分切偏斜的弊; 型除具有型的性能外,增添了电脑数控装置,只要输入数据,调线可自动瞬间完成,分切、压线精度0.2~0.5mm,并具有自动纠错,分纸定量磨功能(在分纸时,只要达到设定米数,就会自动对片打磨,且不影响正常生产),变频调速电机节电更方便, 尼龙齿轮传动超低噪音,转动平稳、无振动,更显前卫和诱人魅力。
其计算公式如下(要求按理论重量交货者。需在合同中注明):方管每米的理论重量(钢的密度为7.85k )S式中:W--方管每米理论重量。kg/m。D--方管的公称外径。mm。S--方管的公称壁厚。mm。保证条件:按现行标准的规定项目进行检验并保证符合标准的规定。称保证条件。保证条件又分为:A、基本保证条件。无论客户是否在合同中注明。均需按标准规定进行该项检验。并保证检验结果符合标准规定。
(2)模具结构设计要合理,厚薄不要太悬殊,形状要对称,对于变形较大模具要掌握变形规律,预留余量,对于大型、精密复杂模具可采用组合结构。
(3)精密复杂模具要进行预先热,消除机械过程中产生的残余应力。
(4)合理选择加热温度,控制加热速度,对于精密复杂模具可采取缓慢加热、预热和其他均衡加热的方法来减少模具热变形。
(5)在保证模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。
(6)对精密复杂模具,在条件许可的情况下,尽量采用真空加热淬火和淬火后的深冷。
(7)对一些精密复杂的模具可采用预先热、时效热、调质氮化热来控制模具的精度。
(8)在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的产生。
另外,正确的热工艺操作(如堵孔、绑孔、机械固定、适宜的加热方法、正确选择模具的冷却方向和在冷却介质中的运动方向等)和合理的回火热工艺也是减少精密复杂模具变形的有效措施。
HBI有可以从海上输往国外这一优点,但另一方面,在还原铁生产上,与生产DRI相比较,由于生产HBI时原料球团不能包覆(还原层的温度上限比生产DRI低),需要制团机等原因,总体的单位能耗增大。5结语在围绕MIDREX法直接还原炼铁装置的情况中,如何降低环境负荷、对应地球变暖,在近年也已成为重大的课题。一般认为,这不仅是要从如何排出物的观点,而且是要从减少排放量的观点来应对的问题。在这个意义上,减少能量消耗本身不仅仅是出自降低成本的观点,而且在环境对应上也已成为重要的要素。
加萤石洗炉炉缸堆积严重时应该用萤石洗炉,洗炉消除炉缸堆积相对较快,是加速恢复炉况的有效措施。加萤石洗炉采用单环布料,将萤石布在较边缘的位置,一定要降低炉渣碱度,保证炉渣的流动性。洗炉期间,炉温必须充沛,炉温较高时可以熔融堆积物。另外,如果环境条件允许,短期内可适当铁口,使炉缸铁口区域先活跃,然后将熔化的堆积物延铁口排出。总之,对于炉缸边缘堆积,应该及时发现炉缸堆积的征兆,积极采取措施,避免堆积严重时才恢复炉况,以免造成巨大经济损失。